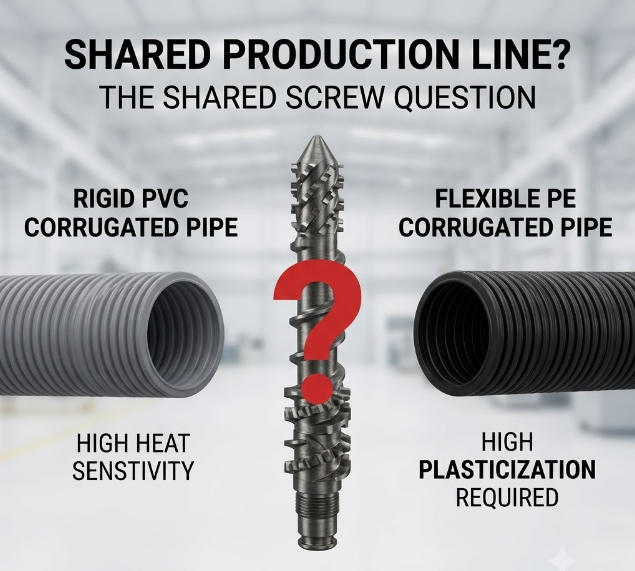
PVC 与 PE/PP 单壁波纹管能否共用同一条挤出生产线?
这是计划投资单壁波纹管工厂的客户最常提出的问题之一。为了建立一个清晰且以数据为基础的基线:虽然在高度妥协的设置下,技术上可以在一台设备上强行加工两种材料,但生产效率、管材质量和设备寿命将受到严重影响。原则上,PVC 和 PE/PP 绝不应共用同一条挤出生产线。
从工程角度来看,根本障碍在于 PVC 与聚烯烃(PE 和 PP)之间 热敏性 和 熔体流动性 的巨大差异。这种差异决定了挤出机核心部件——螺杆和机筒——必须采用完全相反的设计。
1. PVC 螺杆设计:专为避免过热而设计
聚氯乙烯(PVC)具有极高的热敏性,分子结构刚性较强,熔体粘度较高。如果 PVC 树脂受到过度的剪切热或在加热机筒中停留时间过长,就会发生严重的热分解。
- 短长径比: 为防止过度加工,PVC 螺杆的设计明显较短,通常保持 25:1 或 28:1 的长径比(L:D)。
- 过长的危险: 如果 PVC 螺杆设计过长,内部压缩压力会急剧升高,延长的加热时间不可避免地导致物料烧焦。
- 腐蚀与缺陷: 分解的 PVC 会变黄变黑,破坏产品外观。更严重的是,分解会释放氯化氢(HCl)气体,迅速腐蚀昂贵的渗氮钢螺杆和模具。
2. PE/PP 螺杆设计:专为深度塑化而设计
与 PVC 截然相反,聚乙烯(PE)和聚丙烯(PP)需要高稳定压缩、大量机械剪切和充分的热暴露,才能完全打开其晶体结构并实现均匀熔融。
- 长长径比: PE/PP 挤出需要更长的加工路径,推荐长径比需达到 30:1 或 33:1。
- 高剪切混炼元件: PE/PP 螺杆明确需要在计量段附近设置强力混炼段(如 Madison 元件或屏障螺纹),以均化熔体并实现可靠的环刚度。
- 对 PVC 的致命缺陷: 虽然这些混炼螺纹能确保 PE 的稳定塑化,但它们会产生灾难性的摩擦热,瞬间导致 PVC 分解。
3. 交叉生产的后果
为了说明为什么”一刀切”的机器在实际工厂环境中会失败,让我们看看交叉操作期间的机械故障:
场景 A:在 PE/PP 螺杆上加工 PVC
如果您试图将 PVC 粉末或颗粒送入配备带有混炼段的 33:1 PE 螺杆的挤出机中,过长的机筒和高剪切螺纹将产生剧烈的内部摩擦。PVC 配方将在机筒内迅速降解,导致管壁出现焦化黑点、严重的工具腐蚀,最终导致系统卡死。
场景 B:在 PVC 螺杆上加工 PE/PP
反之,如果您试图通过较短的 25:1 PVC 螺杆加工 PE 或 PP,聚烯烃原料可以轻松通过并从模头挤出。然而,由于螺杆缺乏足够的长度和建压混炼元件,聚合物将出现严重的塑化不足。成品波纹管将出现结构弱点、抗冲击性差,表面完全暗淡无光,没有任何商业光泽。
4. 最终工程结论
对于任何注重稳定生产效率和高质量产品的工厂,将 PVC 与 PE/PP 生产线分开是绝对必要的。 然而,值得注意的是,PE 和 PP 材料具有高度相容的流变特性。 因此,您可以在同一台单壁波纹管设备上无缝生产 PE 和 PP 单壁波纹管,只需调整温度控制器和挤出速度参数即可。
车间布局专业提示: 在规划车间分区时,确保 PVC 生产线靠近高效通风系统,以处理启动过程中的微量气体,而 PE/PP 高速生产线应配备专用的冷冻水循环系统,以提升高产量运行的冷却效率。
推荐设备: 对于纯 PE/PP 单壁管材生产,请了解我们专为聚烯烃波纹管设计的专用高速 SWC 系列。