¿Pueden las tuberías corrugadas de pared simple de PVC y PE/PP compartir la misma línea de extrusión?
Esta es una de las preguntas más frecuentes de los clientes que planean invertir en fábricas de tubería corrugada de pared simple. Para establecer una base clara y fundamentada: Aunque técnicamente es posible forzar ambos materiales a través de una sola línea en condiciones muy comprometidas, la eficiencia de producción, la calidad de la tubería y la vida útil del equipo se verán gravemente afectadas. En principio, el PVC y el PE/PP nunca deben compartir la misma línea de extrusión.
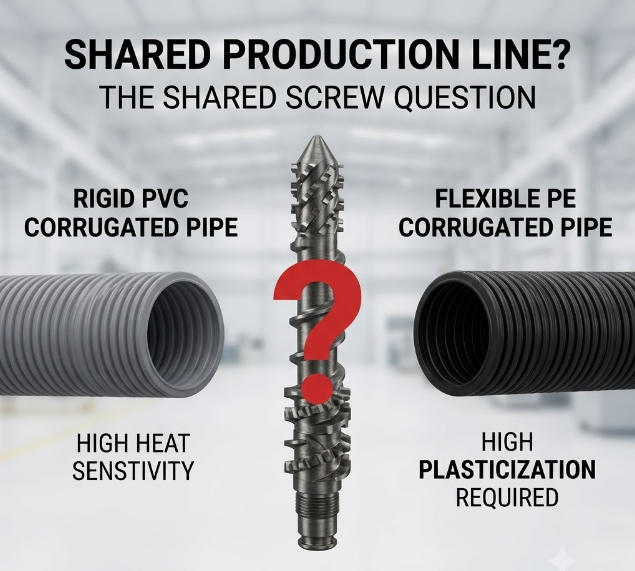
Desde una perspectiva de ingeniería, el obstáculo fundamental radica en la enorme disparidad entre la sensibilidad térmica y la fluidez de la masa fundida del PVC frente a las poliolefinas (PE y PP). Esta divergencia dicta diseños completamente opuestos para el corazón del extrusor: el husillo y el cilindro.
1. El diseño del husillo para PVC: diseñado para evitar el calor
El policloruro de vinilo (PVC) es extremadamente sensible al calor y posee una estructura molecular altamente rígida con alta viscosidad en estado fundido. Si la resina de PVC se somete a un calor de cizallamiento excesivo o permanece demasiado tiempo en el cilindro calentado, sufre una trágica descomposición térmica.
- Relación L:D corta: Para evitar el sobreprocesamiento, los husillos de PVC se diseñan significativamente más cortos, manteniendo típicamente una relación Longitud-Diámetro (L:D) de 25:1 o 28:1.
- El peligro de la longitud excesiva: Si un husillo de PVC se diseña demasiado largo, la presión de compresión interna se dispara y el prolongado tiempo de calentamiento inevitablemente provoca que el compuesto se queme.
- Corrosión y defectos: El PVC descompuesto se vuelve amarillo y negro, arruinando la estética del producto. De manera más catastrófica, la descomposición libera gas cloruro de hidrógeno (HCl), que corroe rápidamente el costoso husillo de acero nitrurado y los bloques del molde.
2. El diseño del husillo para PE/PP: diseñado para una plastificación intensiva
En marcado contraste con el PVC, el polietileno (PE) y el polipropileno (PP) requieren una alta compresión estable, un cizallamiento mecánico sustancial y una exposición térmica prolongada para desbloquear completamente sus estructuras cristalinas y fundirse de manera uniforme.
- Relación L:D larga: La extrusión de PE/PP exige una trayectoria de procesamiento mucho más larga, llevando la relación L:D óptima a 30:1 o 33:1.
- Elementos de mezcla de alto cizallamiento: Los husillos de PE/PP requieren explícitamente secciones de mezcla intensiva (como elementos Madison o filetes de barrera) cerca de la zona de dosificación para homogeneizar la masa fundida y lograr una rigidez anular sólida.
- La falla fatal para el PVC: Si bien estos filetes de mezcla aseguran una plastificación estable para el PE, generan un calor de fricción catastrófico que descompondrá instantáneamente el PVC.
3. Las consecuencias de la producción cruzada
Para ilustrar por qué una máquina “universal” falla en entornos de fábrica reales, observemos las fallas mecánicas durante las operaciones de intercambio:
Escenario A: Procesar PVC en un diseño de husillo para PE/PP
Si intenta alimentar polvo o gránulos de PVC en un extrusor equipado con un husillo de PE de 33:1 que contiene zonas de mezcla, la longitud excesiva del cilindro y los filetes de alto cizallamiento generarán una intensa fricción interna. La formulación de PVC se degradará rápidamente dentro del cilindro, provocando puntos negros quemados en las paredes de la tubería, corrosión severa de la herramienta y eventual bloqueo del sistema.
Escenario B: Procesar PE/PP en un diseño de husillo para PVC
Por el contrario, si intenta procesar PE o PP a través de un husillo de PVC más corto de 25:1, la materia prima de poliolefina puede pasar fácilmente y salir por el cabezal. Sin embargo, debido a que el husillo carece de suficiente longitud y elementos de mezcla que generen presión, el polímero sufrirá una severa subplastificación. Las tuberías corrugadas terminadas presentarán puntos débiles estructurales, baja resistencia al impacto y una superficie completamente opaca sin brillo comercial.
4. Conclusión final de ingeniería
Para cualquier fábrica que priorice la eficiencia de producción estable y la calidad de producto de alto grado, la segregación de las líneas de producción de PVC y PE/PP es una necesidad absoluta. Sin embargo, vale la pena señalar que los materiales PE y PP comparten perfiles reológicos altamente compatibles. Por lo tanto, puede fabricar sin problemas tuberías corrugadas de pared simple de PE y PP en una sola máquina de tubería corrugada de pared simple simplemente ajustando los controladores de temperatura y los parámetros de velocidad de extrusión.
Consejo profesional para la distribución de la fábrica: Al planificar la zonificación de su taller, asegúrese de que las líneas de PVC estén ubicadas cerca de sistemas de ventilación eficientes para manejar cualquier microgas durante el arranque, mientras que las líneas de alta velocidad de PE/PP deben tener circuitos de agua helada dedicados para maximizar la eficiencia de enfriamiento para una producción de alto rendimiento.
Equipo recomendado: Para producción pura de pared simple de PE/PP, explore nuestra serie SWC de alta velocidad dedicada, diseñada específicamente para tuberías corrugadas de poliolefina.